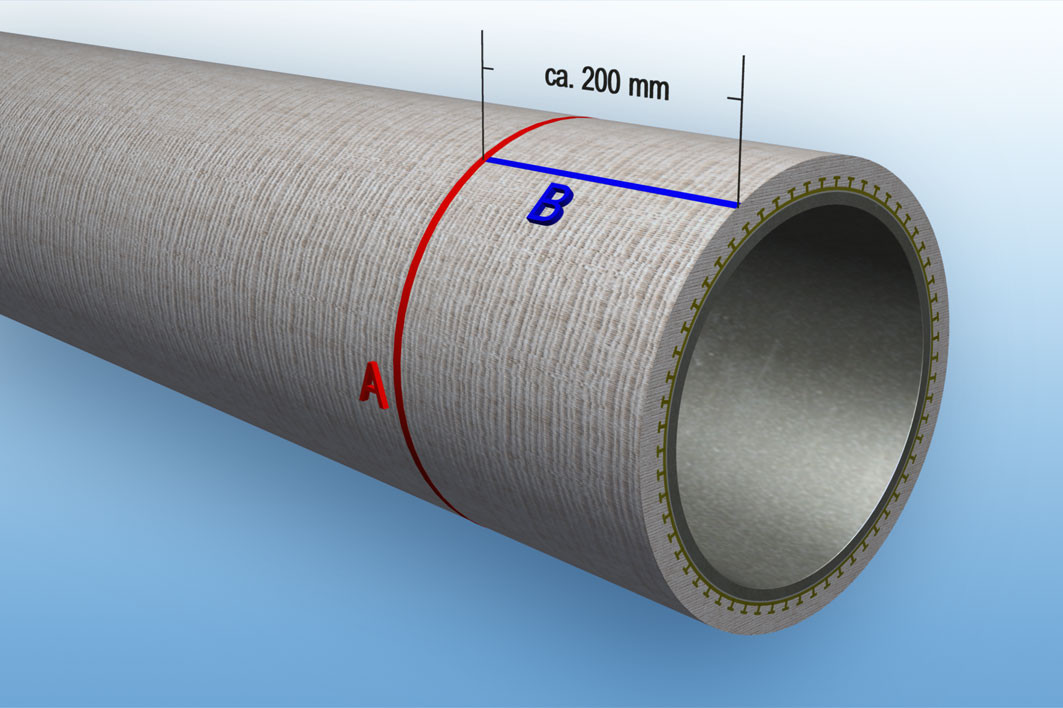
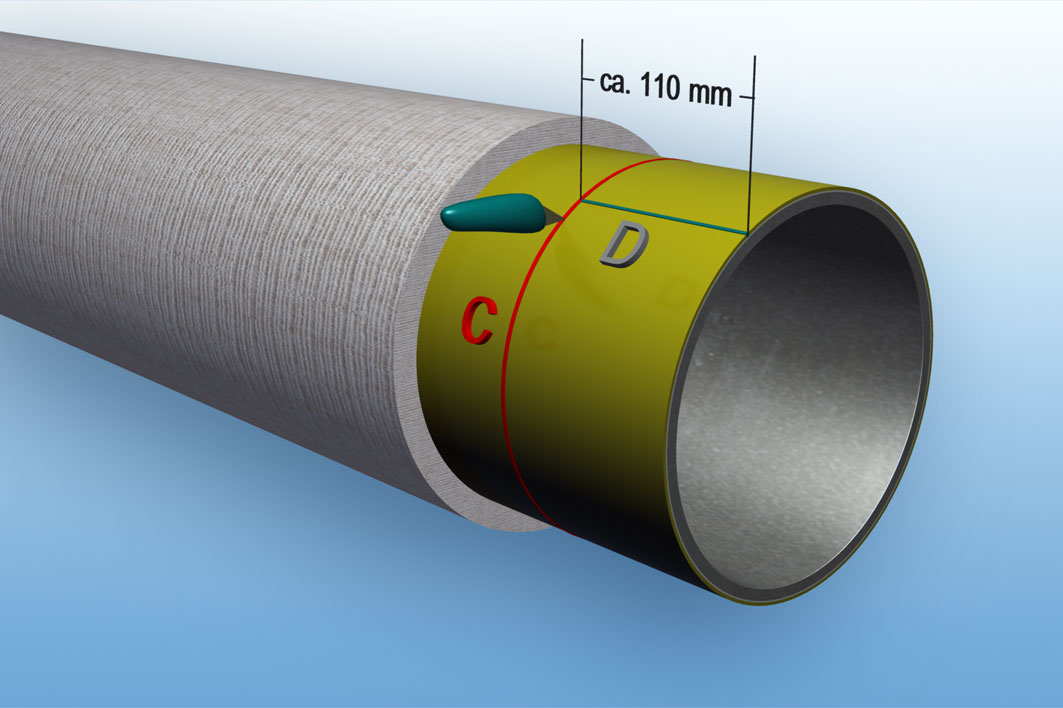
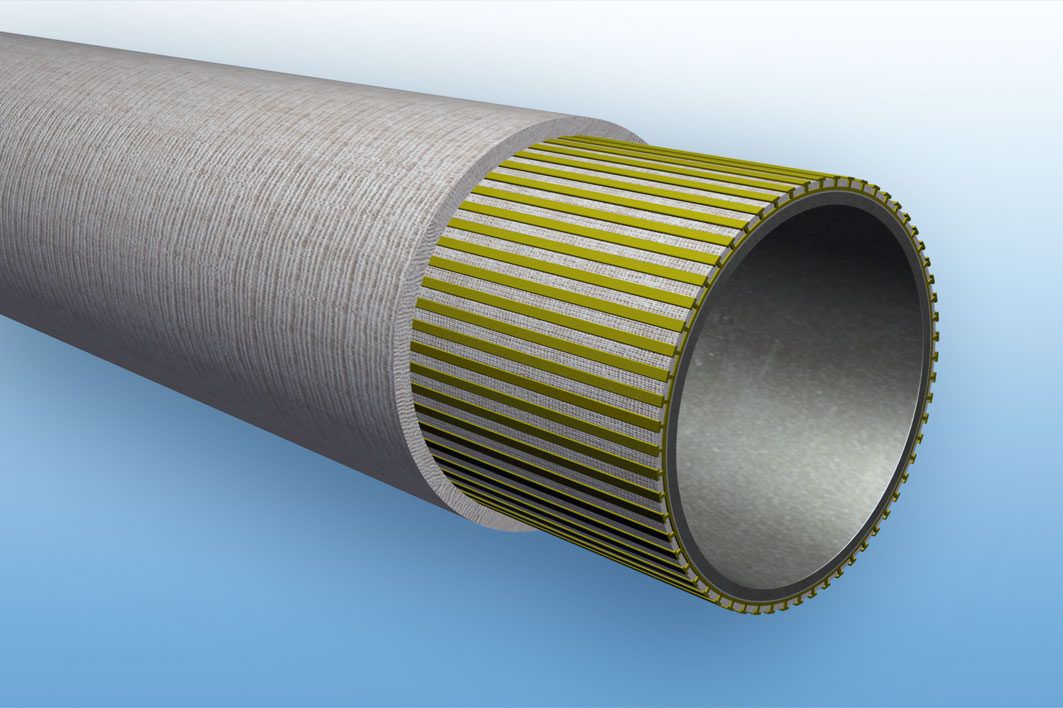
Pipe end design
As a rule, shortened pipes are not used in trenchless pipeline sections. We can show you the appropriate procedure for exceptions to the rule.
On-site manufacture of shortened pipes is shown in the PDF file which you can download below.
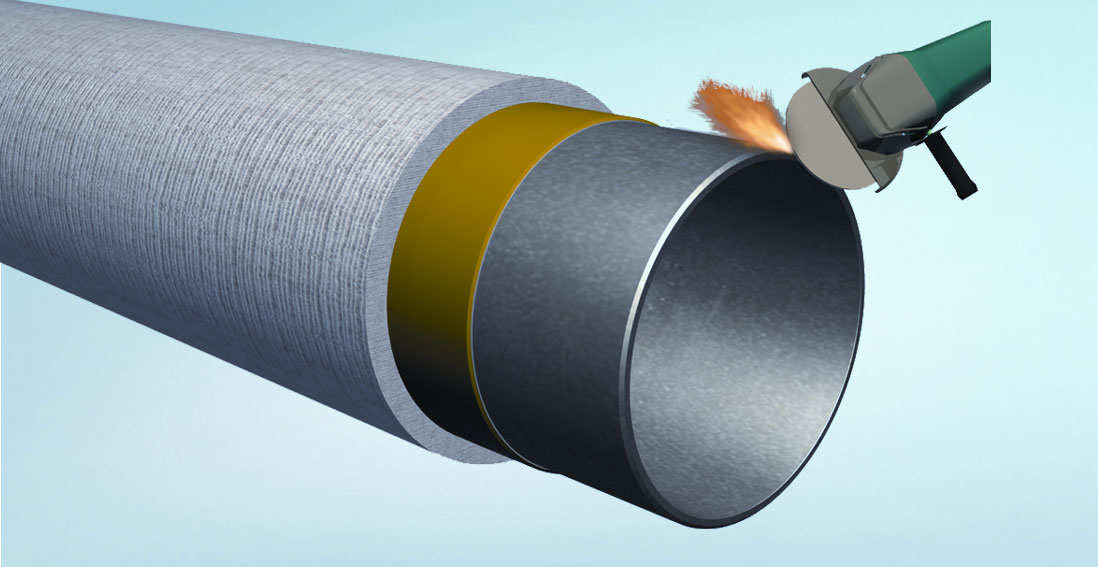
1 Required tools
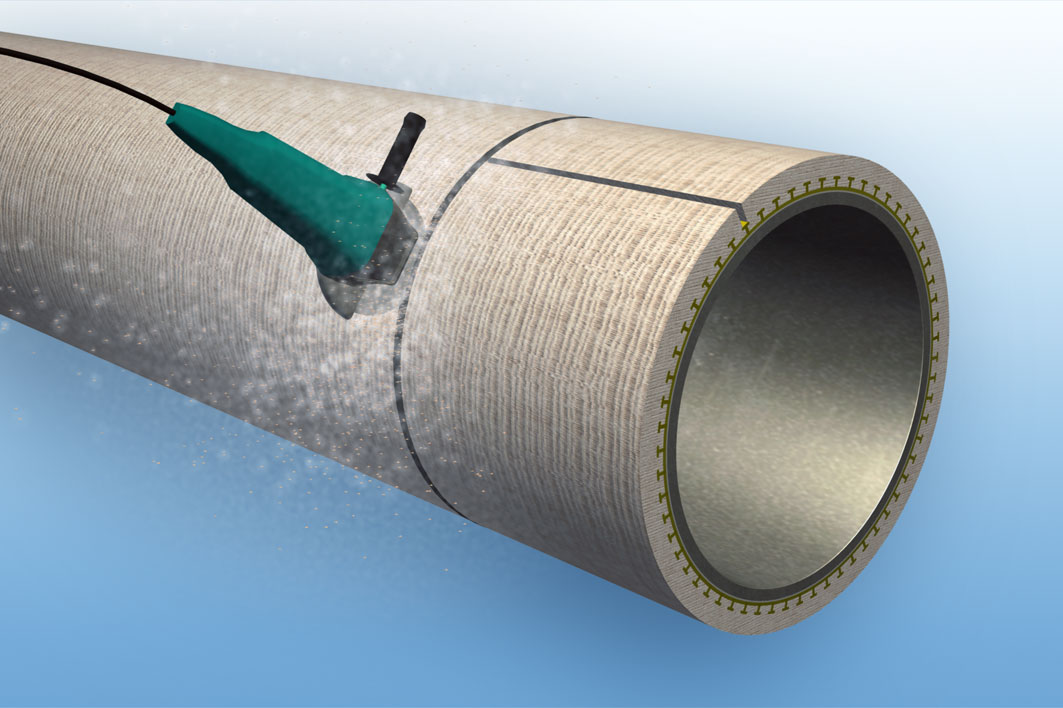
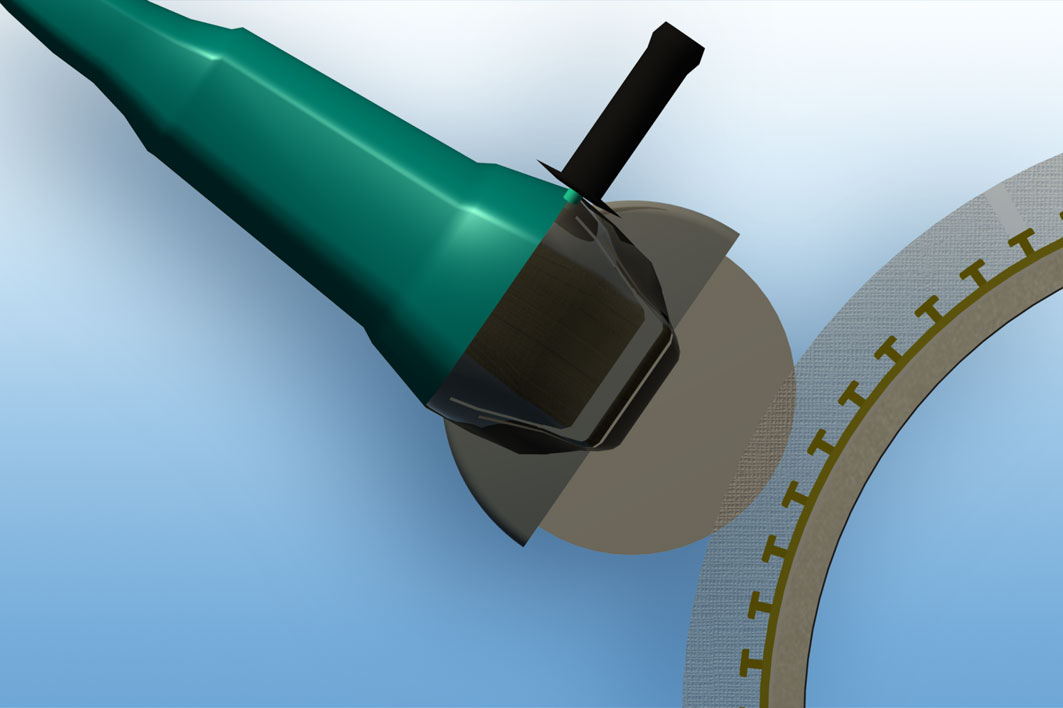
- Angle grinder with cutting disc for grinding off the T-profile with adhering mortar
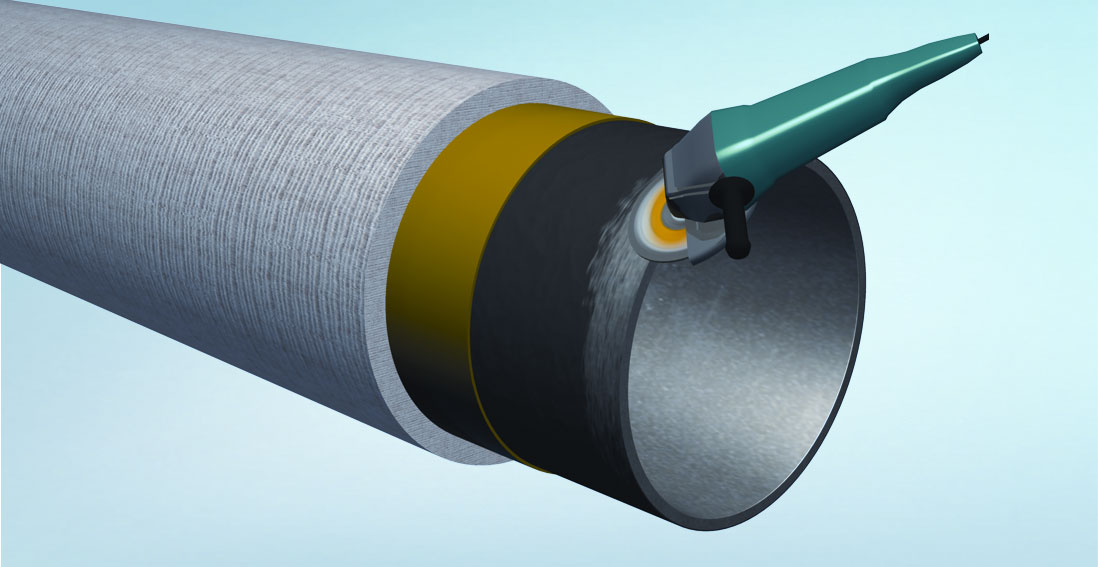
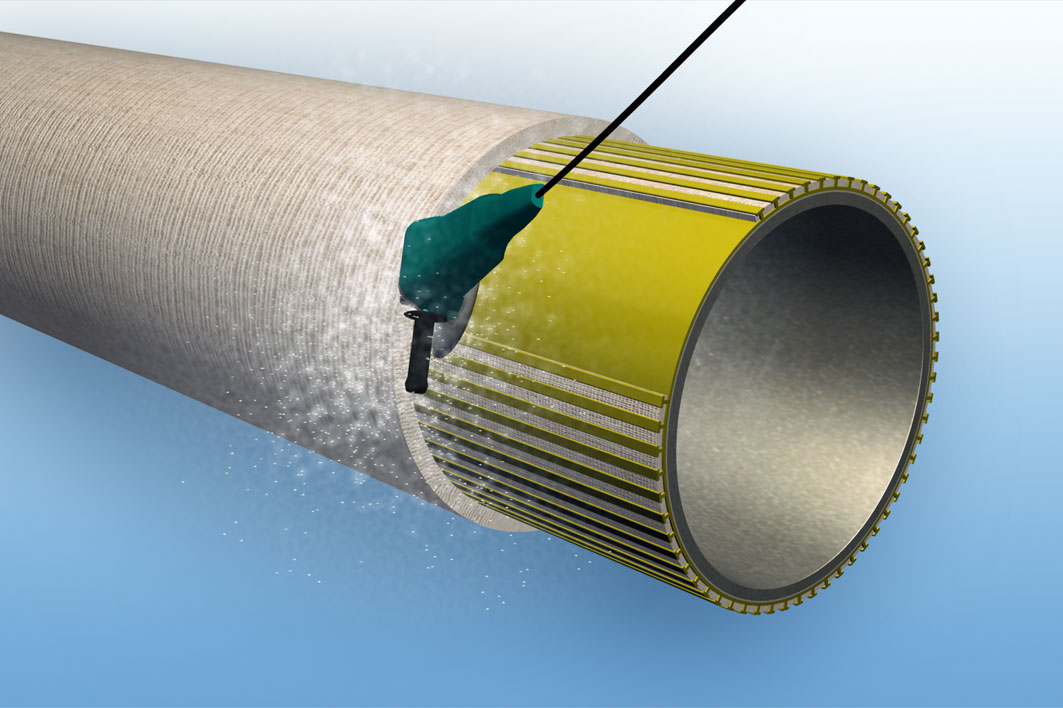
- Scrub disc or rotary steel brush to remove the epoxy resin primer and the adhesive layer
- Blow torch for preheating the pipe end
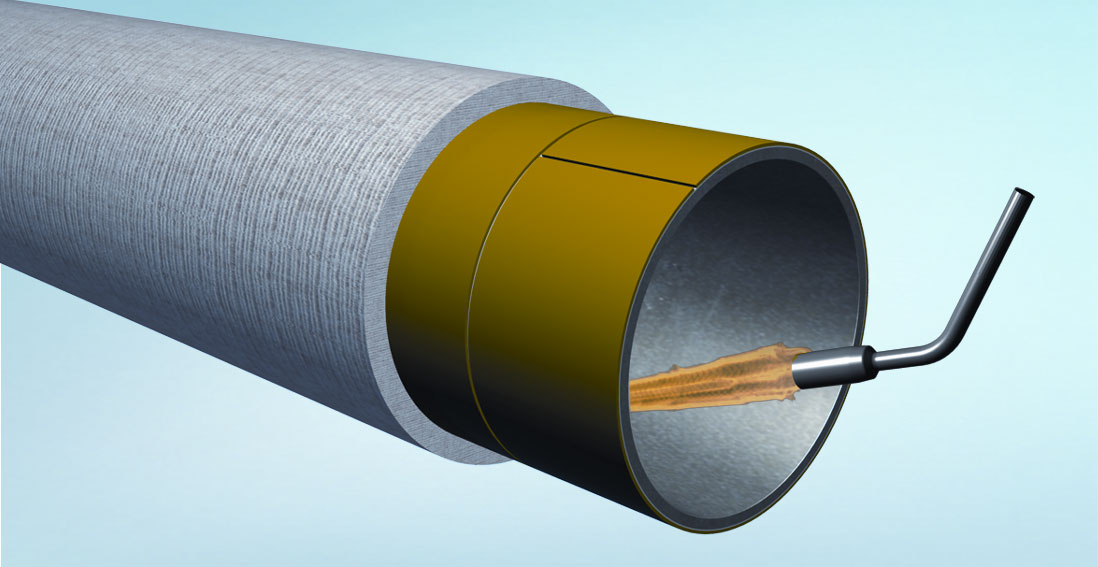
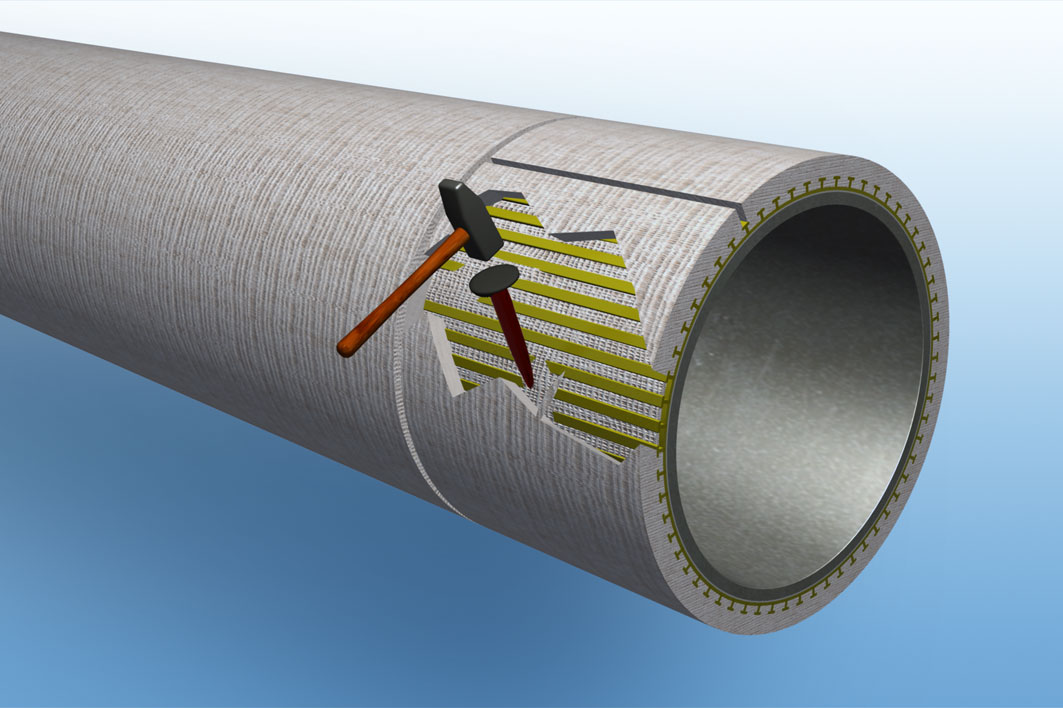
- Hammer and chisel for knocking off the mortar layer
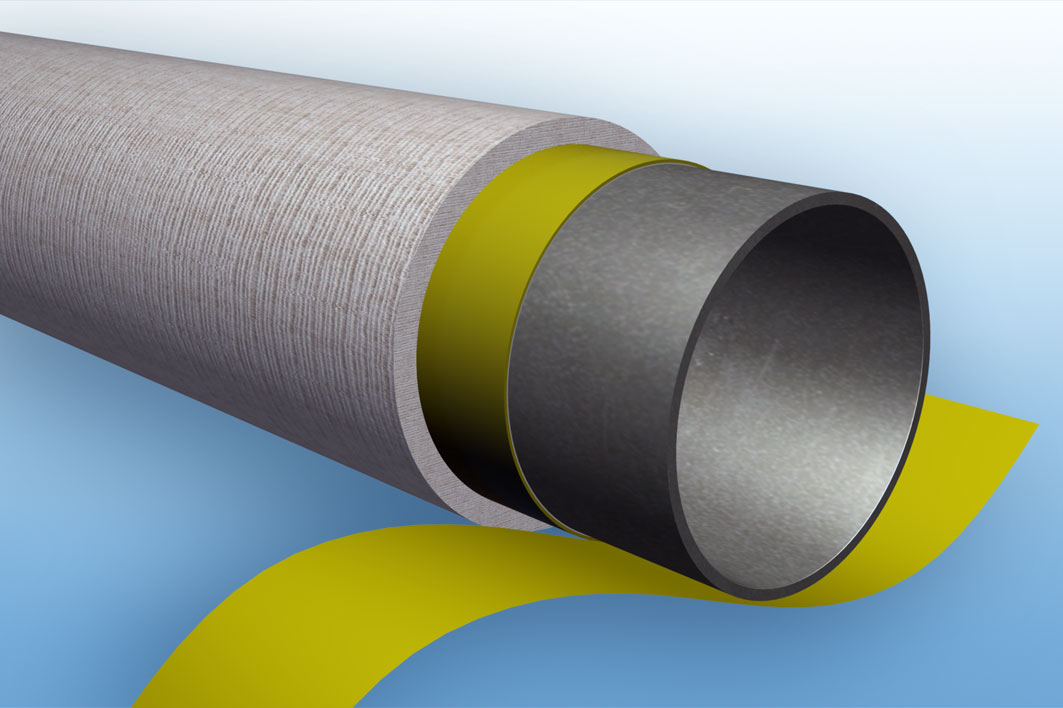
- Knife for cutting through the PE/PP-coating