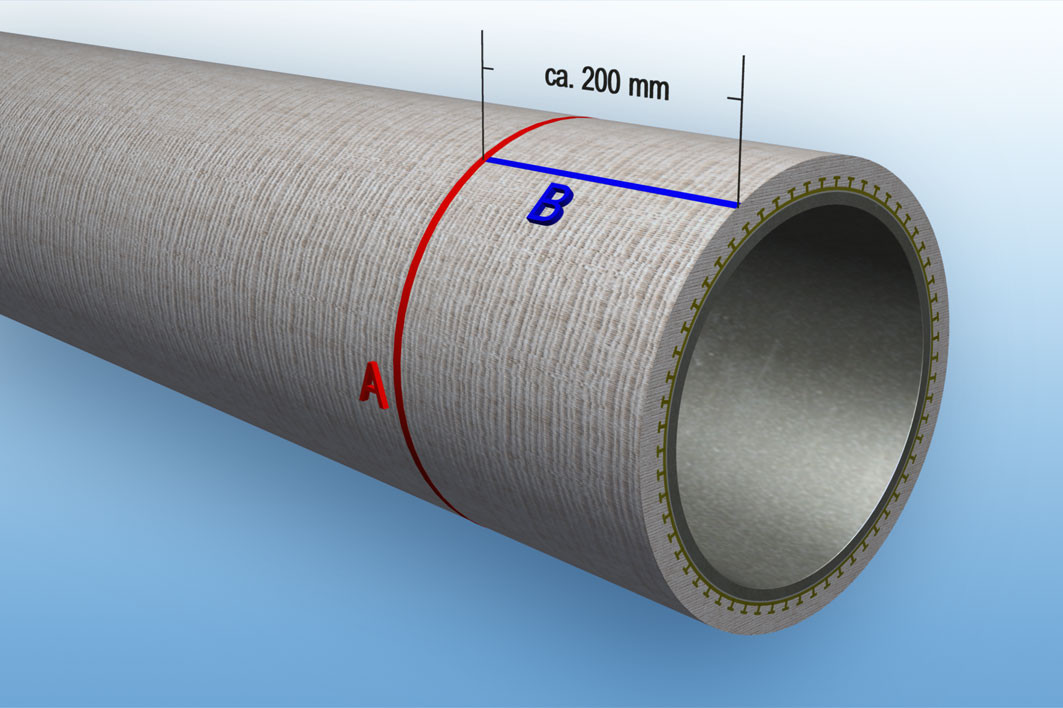
Réalisation des extrémités des tubes coupés
Les coupes de tubes ne sont habituellement pas prévues pour les tronçons de tuyauteries posés sans tranchées. Le mode opératoire applicable exceptionnellement est indiqué au paragraphe correspondant.
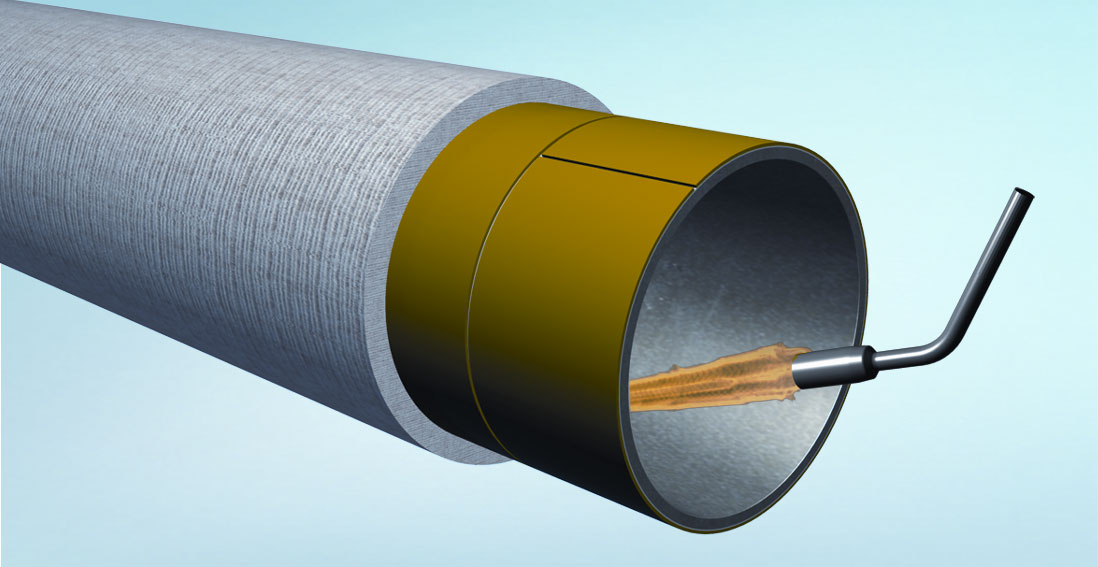
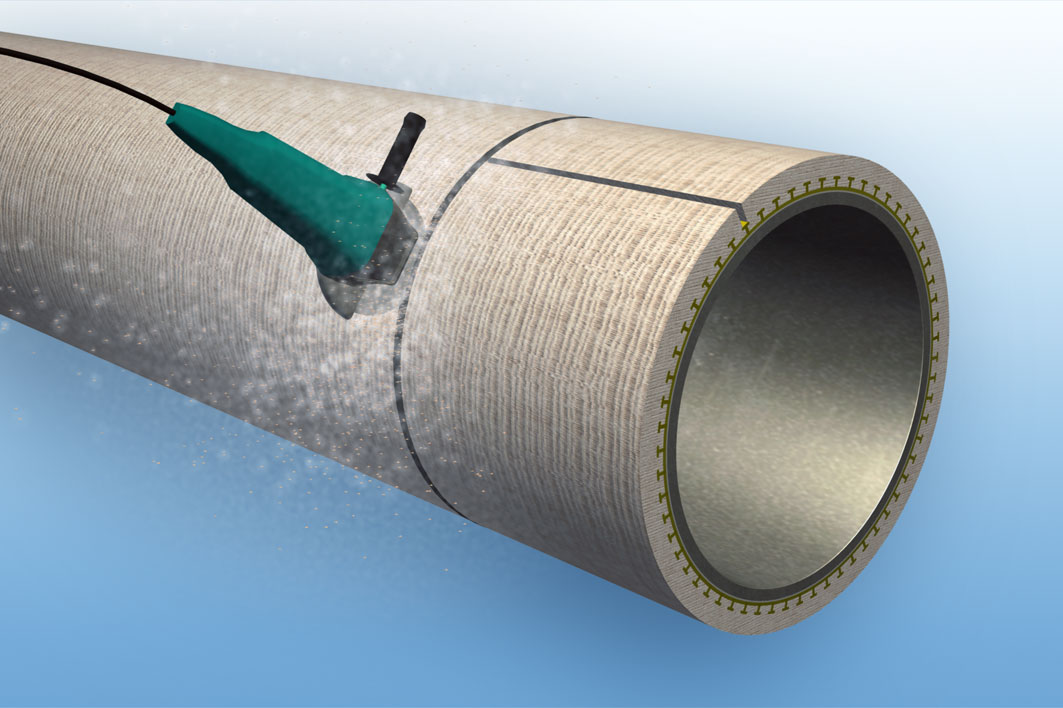
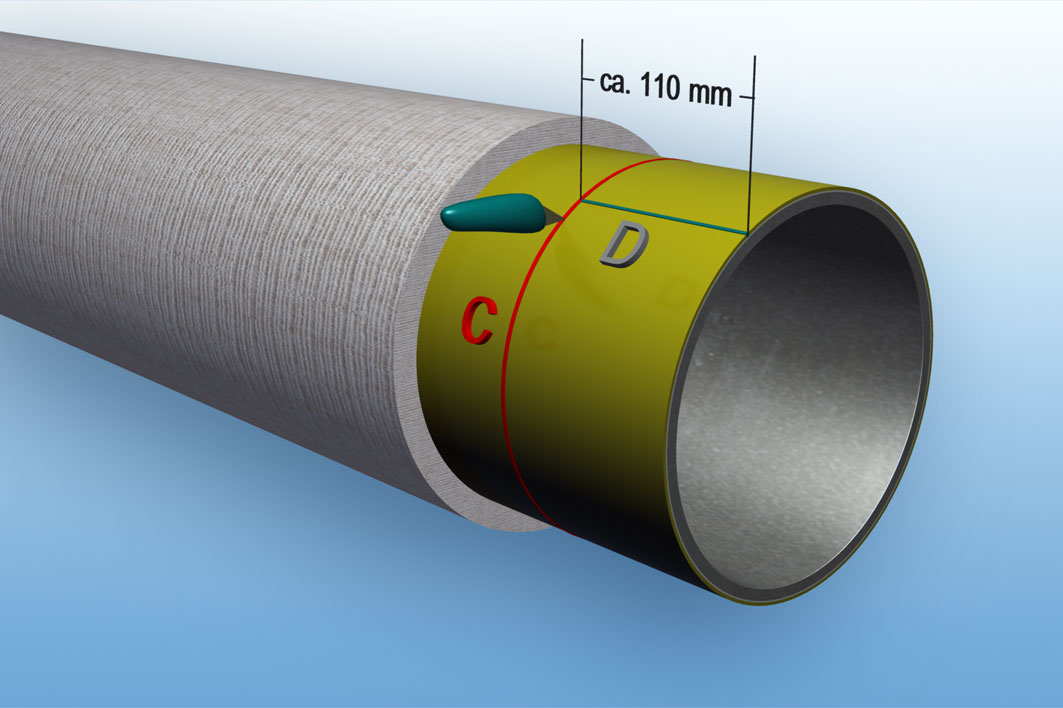
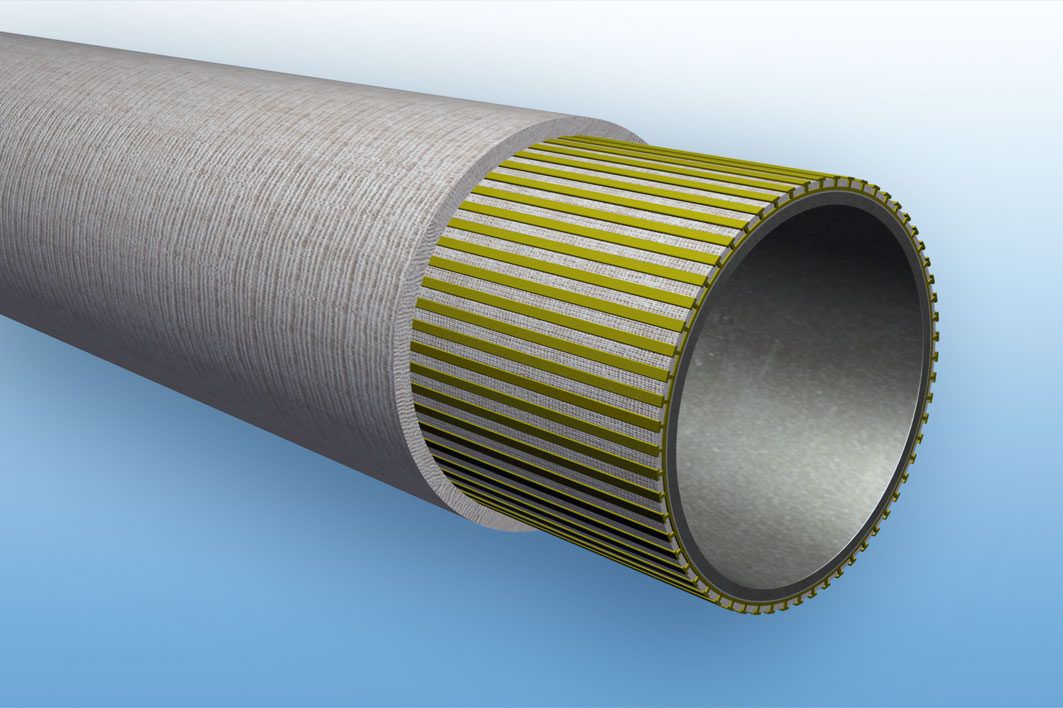
Les coupes doivent être réalisées localement dans l'ordre chronologique des illustrations.
1. Outillage nécessaire
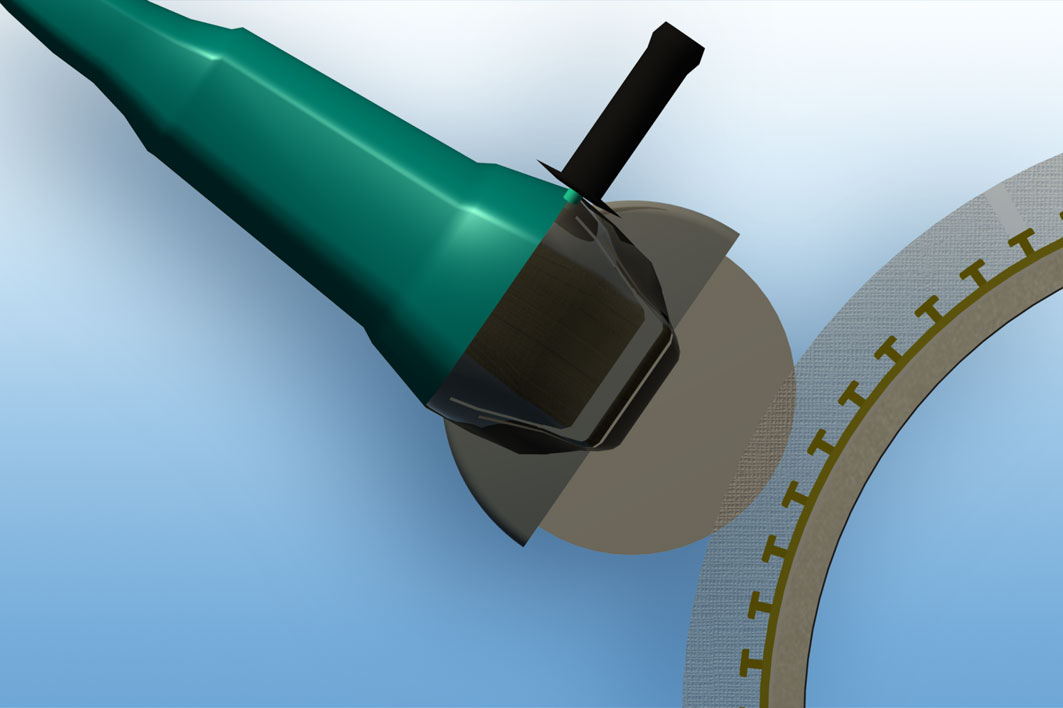
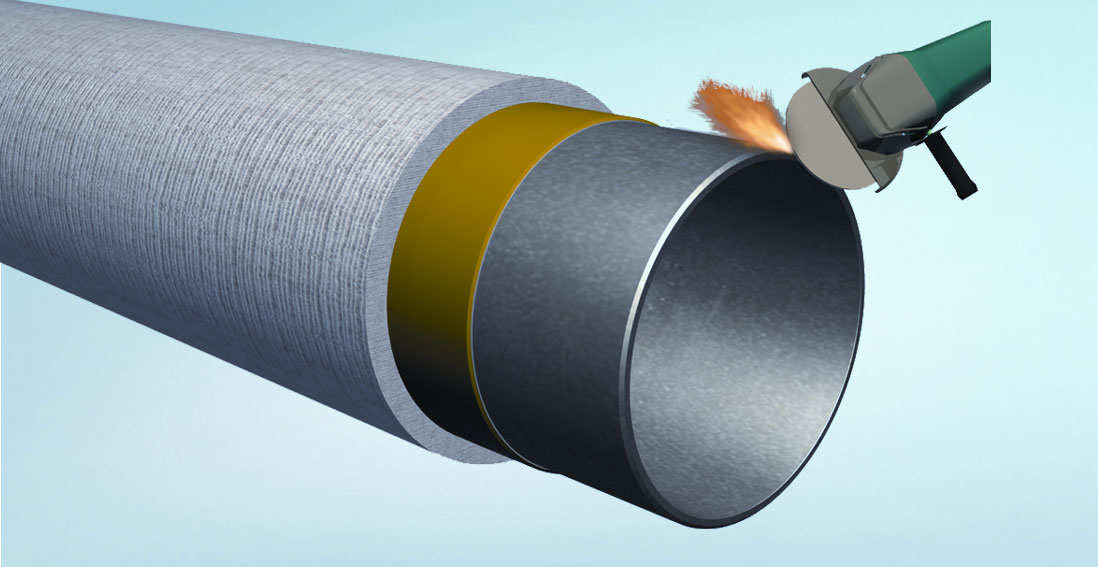
- Meuleuse d’angle avec disqueuse pour la découpe du profil en T auquel le mortier adhère
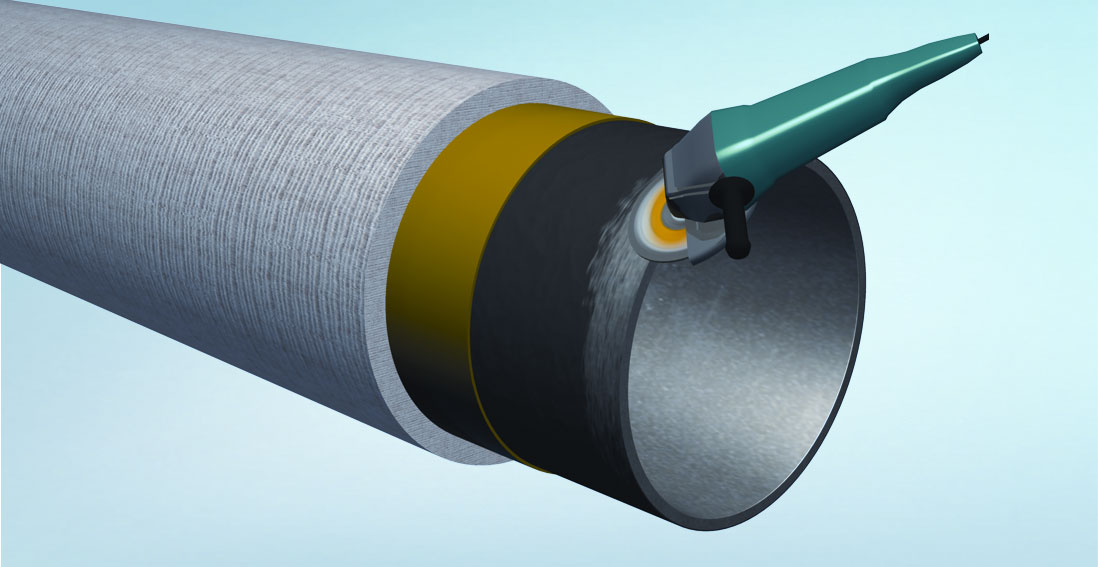
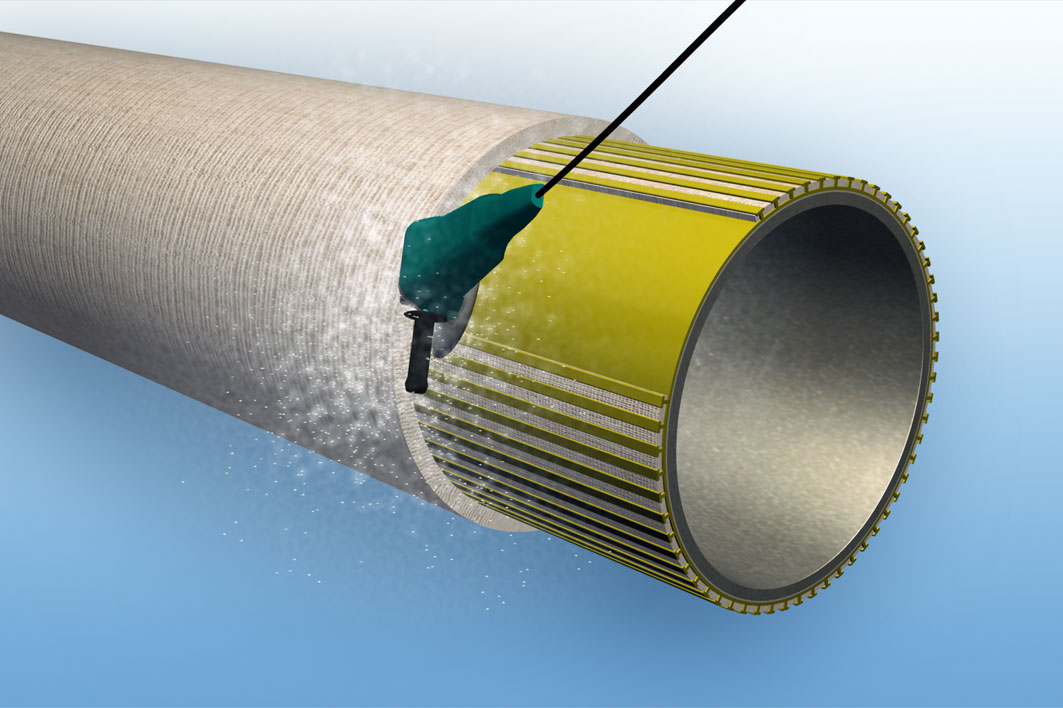
- Meule à ébarber ou brosse métallique rotative pour l’élimination du primaire en résine epoxy et de la couche d’adhésif
- Brüleur à gaz pour le préchauffage de l’extrémité du tube
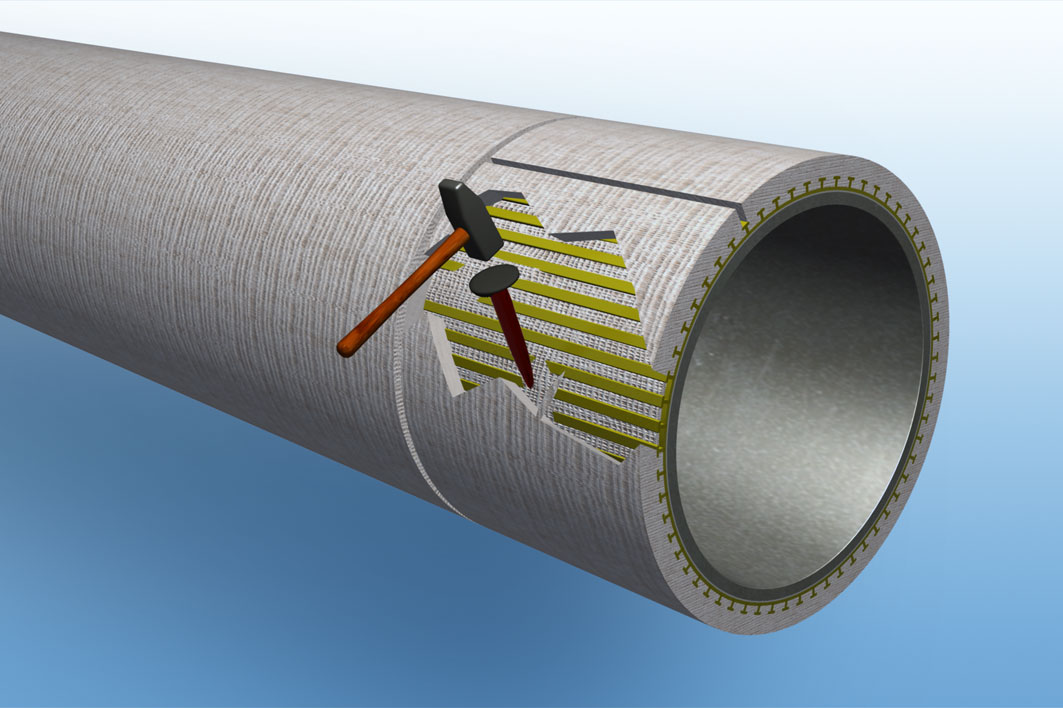
- Marteau et maillet pour détacher la couche de mortier
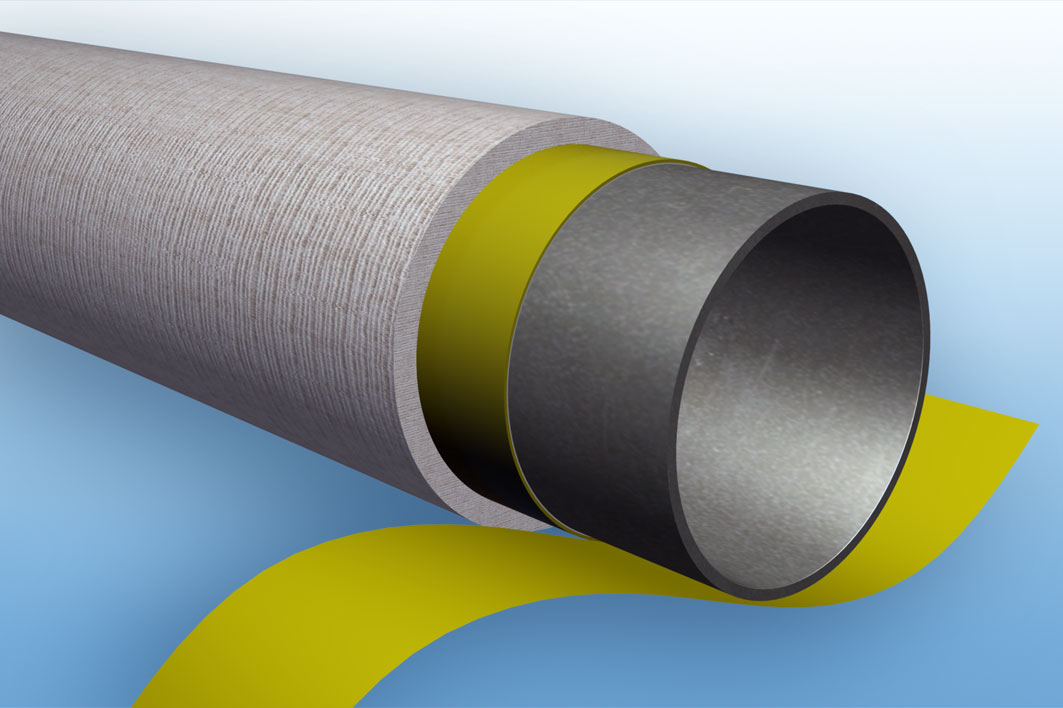
- Couteau pour inciser le revêtement en PE/PP