Field coating
The plastic coating in the joint area is completed with corrosion protection wrappers (polyethylene, butyl rubber or combinations) or heat-shrink material (shrink-on collars, heat-shrink tubes or hot-applied tapes) in accordance with DIN 30672. Special applications may also call for polyurethane/epoxy resin fillers. Field coating material for pipelines with cathodic protection must be selected in compliance with DIN 12068. The manufacturer’s instructions must always be followed.
Field coating systems are applied either hot or cold. They are designed for pipeline operating temperatures of 30°C or 50°C. In addition, they are subdivided into load classes A, B and C, with class C material featuring the highest loadability.
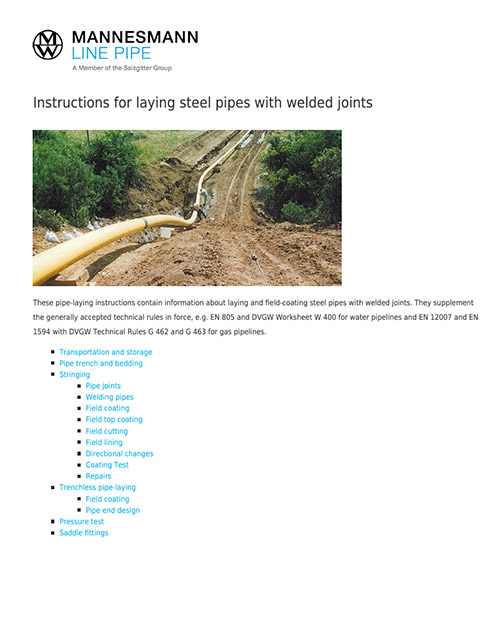
Example: Field coating with cold wrappers
1. Preparatory steps: Pipe and mill-applied coating must be cleaned of dirt, oil and grease and the temporary corrosion protection coat removed. The adhesive and the epoxy resin layer of the plastic coating can remain on the pipe. Bevel the edges of the mill-applied coating to an angle of 30°.
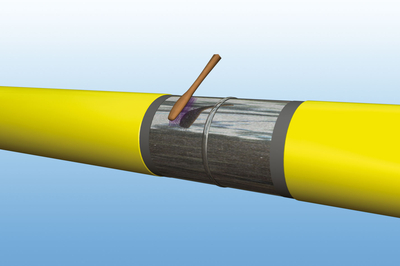
2. Apply primer in accordance with the manufacturer’s instructions. It may be necessary to let the surface dry before applying the primer. Observe flash-off time requirements before wrapping the anti-corrosion tape round the pipe joint.
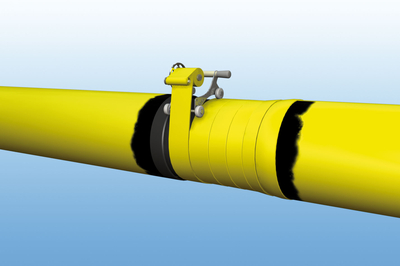
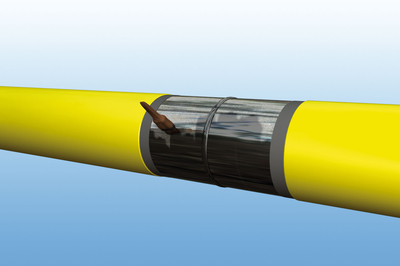
3. The anticorrosion tape is applied spirally, pulling it tight as it is wrapped around in either one or two layers, depending on the tape used. Each wraparound must overlap the previous layer by 50 percent as instructed by the manufacturer, with an all-round overlap of at least 50 mm over the mill-applied coating.