Field cutting
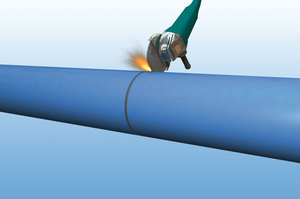
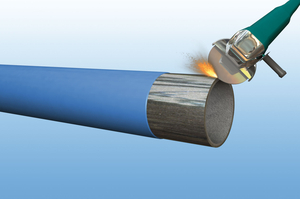
1. Use an abrasive cutter powered either by a petrol motor, an electric motor or compressed air. Abrasive wheels for A 24 steel are recommended.
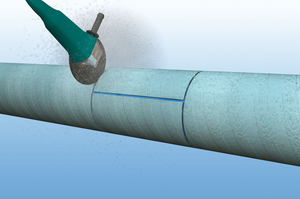
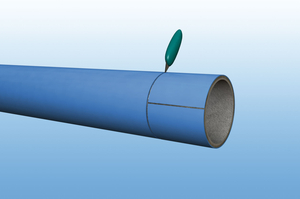
2. To remove the fiber cement coating, e.g. at the end of shortened pipes, or in order to apply saddle fittings on the polyethylene coating, make incisions into the FCM coating around the pipe circumference and along the length to be removed. To avoid damaging the polyethylene coating, make sure that the cutting depth does not exceed 3-4 mm. A suitable attachment for a commercially available angle grinder can be supplied for this purpose (see list of accessories). The fiber cement mortar coating can then be knocked off easily with a hammer.
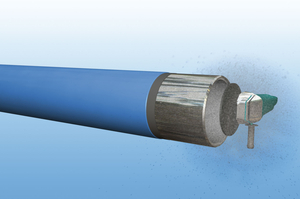
3. Heat the pipe end with a propane gas flame to about 70 °C from inside the pipe. This heats the pipe uniformly without damaging the plastic coating.
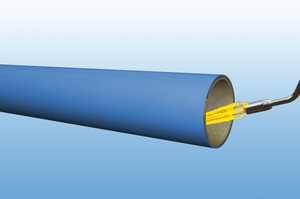
4. Cut along and round the plastic coating. The length to be stripped off the pipe end is approx. 110 mm on butt-weld joints and between 165 and 210 mm on pipes with slip-welding joints, depending on the pipe dimensions (i.e. original pipe end).
5. Remove the polyethylene coating. At the correct surface temperature the plastic coating pulls off easily and smoothly. If the pipe end coating tears, leave it to cool for a while. If the plastic cannot be easily removed, heat it for a little longer (check with temperature gauge from pipe-laying kit; see list of accessories).
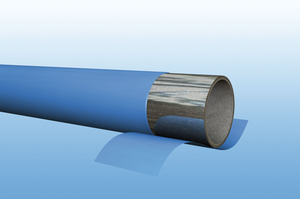
6. Pipe end beveling: With butt weld joints, bevel the pipe end to about 30° with an angle grinder. The residual wall thickness (web height) should be about 1.6 mm. Pipe ends with slip welding joints must not be beveled. Use a grinding disc to remove any residual epoxy resin primer or coating adhesive on the pipe as necessary.