Réfections des joints sur le chantier
Le revêtement thermoplastique dans la zone du joint est complété par des bandes de protection anticorrosion (polyéthylène, caoutchouc butyle ou combinaisons) ou des matériaux thermorétractables (manchettes thermorétractables, flexibles thermorétractables ou bandes applicables à chaud) selon DIN 30672. Pour les applications spéciales, on utilisera des mastics en polyuréthane/résine époxy. Les matériaux de réfection sur le chantier pour les conduites équipées d’une protection cathodique doivent être sélectionnés selon DIN 12068. Les instructions du fabricant doivent toujours être respectées.
Les systèmes de réfection des joints sur le chantier s’appliquent soit à chaud soit à froid. Ils sont conçus pour des températures de service des canalisations de 30°C ou de 50°C. Les systèmes d’enrobage sont divisés en classes de charge A, B et C, les matériaux de la classe C présentant la capacité de charge la plus élevée.
Exemple: réfection sur le chantier avec bandes à froid
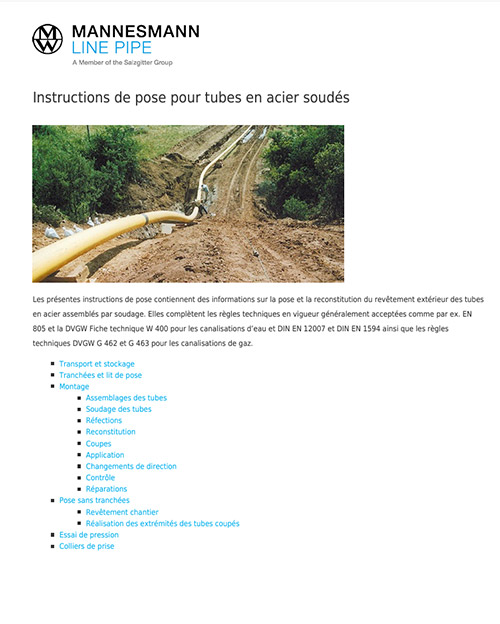
Etapes préparatoires: nettoyer le tube et le revêtement d’usine pour enlever l’huile et la graisse, retirer la couche de protection anticorrosion temporaire. L’adhésif et la couche de résine époxy du revêtement thermoplastique peuvent rester sur le tube. Chanfreiner le revêtement d’usine avec un angle de 30°.
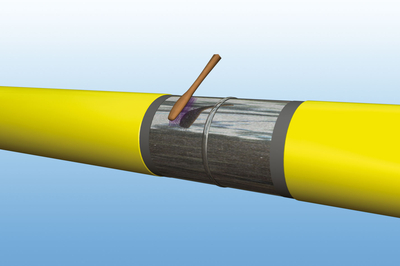
Appliquer la couche d’apprêt (primaire) conformément aux instructions du fabricant. Il peut s’avérer nécessaire de laisser sécher la surface avant d’appliquer la couche d’apprêt. Respecter les temps d’évaporation des solvants avant d’envelopper la bande anticorrosion autour du joint du tube.
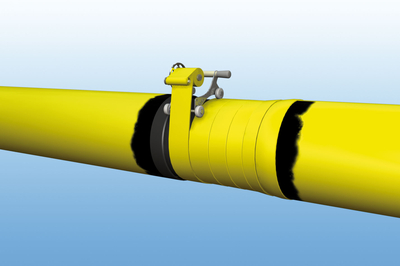
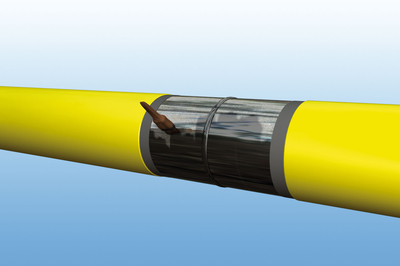
3. La bande anticorrosion est enroulée en spirale et en une ou deux couches sur le tube en la tirant uniformément selon le type de bande utilisé. Chaque enroulement doit réaliser un chevauchement d’au moins 50 % de la couche précédente conformément aux instructions du fabricant, avec un chevauchement complet d’au moins 50 mm sur le revêtement d’usine.